Prva metoda elektrolučnog zavarivanja razvijena je u 19. stoljeću, a postala je komercijalno značajna u brodogradnji tijekom II. Svjetskog rata. U današnje vrijeme to ostaje važan proces za izradu vozila, kao i izradu čeličnih konstrukcija. Ovo je jedan od poznatih načina zavarivanja koji se koriste za spajanje metala u industriji. Kod ove vrste zavarivanja spoj se može oblikovati topljenjem metala uz pomoć struja . Stoga je zbog ovog razloga nazvan električni luk. Glavna prednost ovog zavarivanja je što se za zavarivanje lako može razviti visoka temperatura. Raspon temperature elektrolučnog zavarivanja iznosit će 6k stupnjeva Celzijevih do 7k stupnjeva Celzijevih. Ovaj članak govori o pregledu elektrolučnog zavarivanja.
Što je elektrolučno zavarivanje?
Definicija elektrolučnog zavarivanja postupak je zavarivanja koji se koristi za zavarivanje metala uz pomoć električne energije za stvaranje dovoljne topline za omekšavanje metal , kao i kada se omekšani metal ohladi, tada će se metali zavariti. Ova vrsta zavarivanja koristi napajanje napraviti luk među metalnim štapićem i osnovnim materijalom za omekšavanje metala na kraju kontakta.

Električno ARC zavarivanje
Ovi zavarivači mogu koristiti bilo koji Istosmjerno, inače izmjenično , & elektrode vole potrošni materijal koji inače nije potrošni materijal. Općenito, mjesto zavarivanja može se zaštititi nekom vrstom zaštitnog plina, troske, inače pare. Ovaj postupak zavarivanja može biti ručni, potpuno ili poluautomatiziran.
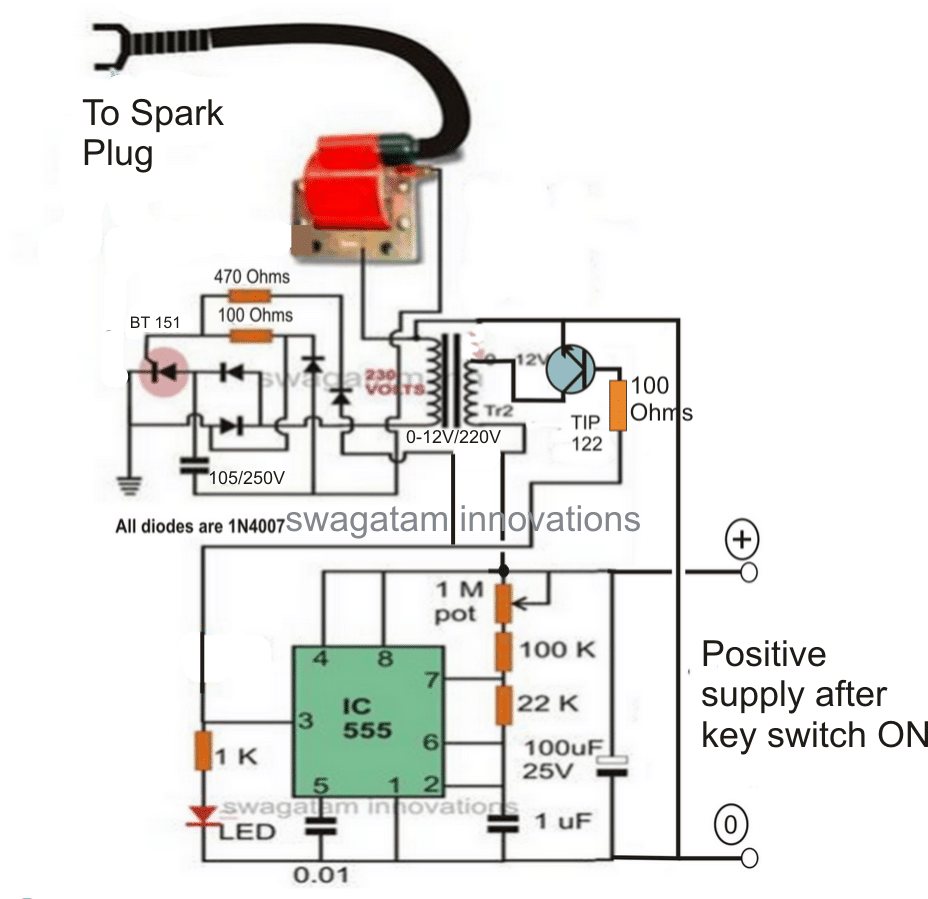
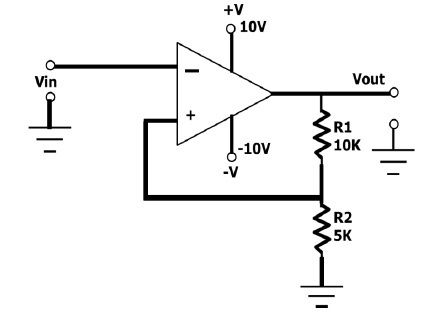
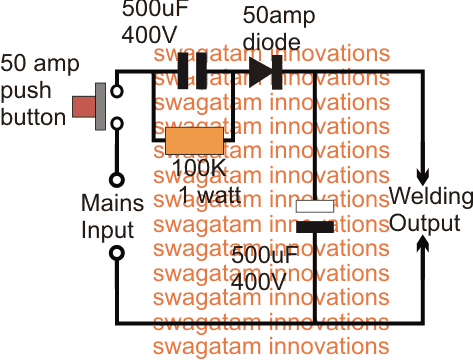
Kružni dijagram
U procesu elektrolučnog zavarivanja, toplina se može generirati električnim lukom koji se udara između elektrode i obratka. Električni luk užaren je električnim pražnjenjem među dvije elektrode pomoću ioniziranog plina.
Bilo koja vrsta tehnike elektrolučnog zavarivanja ovisi o električnom krugu koji uglavnom uključuje različite dijelove poput napajanja, obratka, elektrode za zavarivanje i električnih kabela za spajanje elektrode kao i obratka prema napajanju.

Krug za elektrolučno zavarivanje
The krug namotaja električnog luka mogu nastati električnim lukom između elektrode kao i obratka. Temperatura luka može doseći 5500 ° C (10000 ° F), što je dovoljno za kombiniranje rubova obratka.
Jednom kada je potrebno dugo spajanje, luk se može pomicati kroz liniju spoja. Spoj za zavarivanje prednjeg ruba rastvara zavarenu površinu nakon što se stražnji rub bazena stvrdne i formira spoj.
Jednom kada je dopunski metal potreban za pojačano lijepljenje, žica se može koristiti izvan materijala koji se dovodi u područje luka, koji otapa i opterećuje zavareni bazen. Kemijski sastav dodatnog metala povezan je sa sastavom obratka.
Rastopljeni metal u zavarenom bazenu može biti kemijski aktivan i reagira kroz obližnju atmosferu. Slijedom toga, zavar se može inficirati oksidom, kao i uključivanjem nitrida, kako bi oslabio njegova mehanička svojstva. Dakle, bazen za zavarivanje može se zaštititi od neutralnih zaštitnih plinova poput helija, argona i zaštitnih tokova od onečišćenja. Štitovi se isporučuju za zonu zavarivanja u obliku prevlake za elektrodu, inače u drugim oblicima.
Princip rada
The princip rada namotavanja luka je, u procesu zavarivanja toplina se može stvoriti udarom električnog luka između obratka, kao i elektrode. To je užareno električno pražnjenje između dviju elektroda kroz ionizirani plin.
The oprema za elektrolučno zavarivanje uglavnom uključuje izmjenični stroj, inače istosmjerni stroj, elektrodu, držač za elektrodu, kabele, Konektori za kabel, stezaljke za uzemljenje, čekić za sjeckanje, kaciga, žičana četka, ručne rukavice, zaštitne naočale, rukavi, pregače itd.
Vrste elektrolučnog zavarivanja
Elektrolučno zavarivanje klasificira se na različite vrste koje uključuju sljedeće.
- Elektrolučno zavarivanje u plazmi
- Elektrolučno zavarivanje
- Zavarivanje ugljičnim lukom
- Zavarivanje plinskim volframom
- Elektrolučno zavarivanje u plinu
- Lučno zavarivanje pod vodom
- SMAW - Zaštićeno metalnim elektrolučnim zavarivanjem
- FCAW (elektrolučno zavarivanje u armi)
- ESW (elektro-taktno zavarivanje)
- Lučno zavarivanje klina
Elektrolučno zavarivanje u plazmi
Elektrolučno zavarivanje (PAW) slično je zavarivanju GTAW ili plinskim volframom. U ovoj vrsti postupka zavarivanja, luk će stvarati radni dio, kao i volframovu elektrodu. Glavna razlika između zavarivanja elektrolučnim plazmom i zavarivanja plinskim volframom je ta što se elektroda nalazi unutar gorionika zavarivanja plazmom. Može se zagrijavati plin na temperatura od 30000 ° F i pretvorite ga u plazmu da napada područje zavarivanja.
Elektrolučno zavarivanje
Postupak elektrolučnog zavarivanja (MAW) uglavnom koristi metalnu elektrodu za postupak zavarivanja. Ova metalna elektroda može biti bilo potrošna, inače nepotrošna na temelju zahtjeva. Većina korištene potrošne elektrode može biti prekrivena fluksom, a glavna prednost ove vrste postupka zavarivanja je ta što zahtijeva nisku temperaturu u usporedbi s drugima.
Zavarivanje ugljičnim lukom
Postupak elektrolučnog zavarivanja (CAW) uglavnom koristi ugljičnu šipku poput elektrode za zavarivanje metalnog spoja. Ova vrsta elektrolučnog zavarivanja najstariji je postupak elektrolučnog zavarivanja i zahtijeva visoku struju, niski napon za stvaranje luka. U nekim se slučajevima može stvoriti luk između dvije ugljične elektrode koje se nazivaju dvostruko zavarivanje ugljičnim lukom.
Zavarivanje plinskim volframom
Zavarivanje plinskim volframovim lukom (GTAW) naziva se i zavarivanjem volfram inertnim plinom (TIGW). U ovoj vrsti postupka zavarivanja za zavarivanje materijala može se upotrijebiti volframova elektroda koja nije potrošna. Elektroda koja se koristi u ovom zavarivanju može biti zatvorena plinovima poput argona, helija itd. Ti će plinovi zaštititi područje zavarivanja od oksidacije. Ova vrsta zavarivanja može se koristiti za zavarivanje tankih limova.
Elektrolučno zavarivanje u plinu
Elektrolučno zavarivanje u plinskom metalu (GMAW) naziva se i zavarivanje metalnim inertnim plinom (MIGW). Koristi elektrodu od svježeg metala koja je zaštićena plinovima poput helija, argona itd. Ti će plinovi zaštititi područje spajanja od oksidacije i generirati više slojeva materijala za zavarivanje. U ovoj vrsti postupka elektrolučnog zavarivanja, žica za punjenje može se neprestano dovoditi pomoću ne potrošne metalne elektrode za zavarivanje metala.
Lučno zavarivanje pod vodom
Zavarivanje pod lukom (SAW) može se opsežno koristiti unutar automatske metode zavarivanja. U ovoj vrsti postupka zavarivanja, elektroda je potpuno uronjena granuliranim premazom fluksa i taj tok može biti električni vodič koji se neće suprotstaviti opskrbi električnom energijom. Čvrsta prevlaka fluksa zaustavlja rastopljeni metal od ultra-narušenog zračenja i atmosfere.
SMAW - Zaštićeno metalnim elektrolučnim zavarivanjem
Izraz SMAW označava 'zaštićeno elektrolučno zavarivanje', koje se naziva i zavarivanje pomoću elektrolučnog zavarivanja pomoću protočnog zavarivanja ili ručno zavarivanje metalnim lukom (MMA / MMAW). Ova vrsta zavarivanja koristi se tamo gdje luk udara u obradak, kao i u metalnu šipku. Tako se površina oba može otopiti da bi stvorila zavareni bazen.
Kad se sloj fluksa otopi odmah na šipki, stvorit će trosku i plin kako bi zaštitio zavareni bazen od okoline. Ovo je fleksibilna metoda i pogodna je za spajanje materijala poput željeza i obojenih materijala kroz deblji materijal na svim mjestima.
FCAW (elektrolučno zavarivanje u armi)
Ova vrsta zavarivanja je alternativa elektrolučnom zavarivanju štitom. Lučno zavarivanje s punjenjem radi s elektrodom, kao i sa stabilnim naponskim napajanjem, tako da osigurava stabilnu duljinu luka. Ova metoda djeluje upotrebom zaštitnog plina ili plina koji nastaje kroz tok radi zaštite od zaraze.
ESW (elektro-taktno zavarivanje)
Pri ovoj vrsti zavarivanja, toplina se proizvodi kroz struju i prolazi između dodatnog metala i obratka rastopljenom troskom na površinu zavara. Ovdje se tok zavarivanja koristi za popunjavanje praznine između dva obratka. Ovakva vrsta zavarivanja može se započeti kroz luk između elektrode, kao i obratka.
Luk stvara toplinu za otapanje praška za fluksiranje i stvara rastaljenu trosku. Ovdje troska uključuje manje električne vodljivosti koja se može održavati u tekućem stanju zbog topline generirane električnom strujom. Troska dobiva temperaturu od 3500 ° F i prikladna je za otapanje rubova obratka i potrošne elektrode. Kapljice metala spustit će se prema zavarenom bazenu i spajaju obratke. Ova vrsta zavarivanja uglavnom se odnosi na čelik.
Lučno zavarivanje klina
Ova vrsta zavarivanja izuzetno je pouzdana i koristi se u širokom spektru primjena. Ova metoda se koristi za zavarivanje bilo koje veličine metala izratkom kroz najveći proboj zavara.
Ova vrsta zavarivanja može stvoriti žilave zavare s jedne strane na osnovnim metalima debljine 0,048 inča. Taj se luk može oblikovati pomoću metalnih spojnica za pričvršćivanje istosmjerne struje i pištolja za zavarivanje. U ovom zavarivanju koriste se tri uobičajene metode kao što su vučeni luk, zavarivanje kratkim lukom i zavarivanje klinovim lukom.
Metoda izvučenog luka radi s fluksom fiksiranim unutar klina kako bi očistila površinu metala tijekom cijelog zavarivanja. Tijekom lučenja tok se može isparavati i reagirati kroz onečišćujuće elemente u okolišu kako bi područje zavarivanja bilo čisto.
Metoda kratkog luka slična je povučenom luku, osim što ne koristi opterećenje protoka, inače ferrulu. Dakle, ova metoda daje najkraća vremena zavarivanja u tehnikama elektrolučnog zavarivanja. Metoda lučnog zavoja djeluje pomoću statičkog zaštitnog plina bez navoja ili fluksa što olakšava automatizaciju.
Ostale vrste elektrolučnog zavarivanja
Znamo da se većina industrija koristi metalnim dizajnom, a o najčešće korištenim zavarivanjima govori se gore. Nekoliko drugih metoda također može zavariti dva ili više metala zajedno, kao što je prikazano u nastavku.
Elektroničko zavarivanje snopom
EBM ili elektroničko snopno zavarivanje koristi se za spajanje metala gdje god se elektronski valovi zapale velikom brzinom za zavarivanje jedne metalne površine na drugu. Jednom kada elektronski val postigne svoj cilj, tada će se zahvaćeno mjesto rastopiti tek toliko da spoji susjedni dio na svoje mjesto.
Ova vrsta zavarivanja vrlo je popularna u industrijskom području. Tehnika je posebno korisna za proizvođače zrakoplovne i automobilske industrije, koji koriste ovo zavarivanje za kombiniranje nekoliko metalnih dijelova u kamionima, automobilima, avionima i svemirskim letjelicama. Zbog prirode zavarivanja elektroničkim snopom temeljenim na vakuumu, metoda je sigurna za krizne radove u napuštenim kućama i zgradama.
Zavarivanje atomskim vodikom
AHW ili atomsko zavarivanje vodikom stara je tehnika spajanja metala koja je često padala kroz rub za učinkovitije tehnike poput zavarivanja metalnim lukom. Jedno od područja u kojem je automatsko zavarivanje vodikom još uvijek poznato je zavarivanje volframom. Budući da je volfram izuzetno osjetljiv na toplinu, ovo zavarivanje je sigurno za ovu metodu.
Zavarivanje elektroslagom
Ovo je brzo zavarivanje, izumljeno tijekom 1950-ih. Ova vrsta zavarivanja povezuje teške metale za upotrebu u opremi i strojevima u industriji. Kao što i samo ime govori, preuzet je iz bakrenih držača vode zatvorenih u alatu koji se koristi za zavarivanje elektroslagom. Voda zaustavlja prodiranje tekuće troske u druga područja tijekom cijelog zavarivanja.
Zavarivanje ugljičnim lukom
Zavarivanje CAW ili ugljičnim lukom tehnika je lijepljenja koja se koristi za spajanje metala primjenom temperatura iznad 300 Celzijevih stupnjeva. Kod ove vrste zavarivanja može se stvoriti luk među elektrodama kao i površinama metala. Ova je tehnika nekada bila popularna, ali sada je zastarjela zavarivanjem s dvostrukim ugljičnim lukom.
Zavarivanje oksi gorivom
Ova vrsta zavarivanja metoda je koja koristi kisik i tekuće gorivo za spajanje metala u oblik. Francuski inženjeri Charles Picard i Edmond Fouché izumljeni su u 20. stoljeću. U ovom se postupku temperatura generisanog kisika koristi u metalnim površinama. Zavarivanje se odvija u atmosferi u zatvorenom.
Otporno točkovno zavarivanje
Otporno točkasto zavarivanje koristi se tamo gdje toplina povezuje površine metala. Toplina se može generirati iz otpora električnih struja. Ova vrsta zavarivanja pripada kolekciji tehnika zavarivanja koja se naziva zavarivanje električnim otporom.
Otporno zavarivanje šavova
Otporno zavarivanje šavovima je tehnika koja proizvodi toplinu među metalnim površinama koje prolaze kroz srodna svojstva. Ova vrsta zavarivanja započinje na jednoj strani zgloba, a na drugi način radi na svoj način. Dakle, ova metoda uglavnom ovisi o dvostrukim elektrodama koje su obično izrađene od bakrenog materijala.
Projekcijsko zavarivanje
Projekcijsko zavarivanje metoda je koja ograničava toplinu u određenom području za postavljanje. Ova je metoda vrlo česta u projektima koji koriste zavrtnje, matice i druge metalne pričvršćivače s navojem, žice i ukrižene šipke.
Hladno zavarivanje
Alternativni naziv ovog zavarivanja je kontaktno zavarivanje. Ova vrsta zavarivanja koristi se za spajanje površina metala bez topljenja kroz toplinu.
Prednosti elektrolučnog zavarivanja
Prednosti elektrolučnog zavarivanja uglavnom uključuju sljedeće.
- Elektrolučno zavarivanje ima veliku brzinu kao i učinkovitost zavarivanja
- Uključuje jednostavan aparat za zavarivanje.
- Jednostavno je pokretna.
- Elektrolučno zavarivanje stvara fizički snažnu vezu između zavarenih metala.
- Pruža pouzdanu kvalitetu zavarivanja
- Elektrolučno zavarivanje nudi vrhunsku atmosferu za zavarivanje.
- The izvor napajanja ovog zavarivanja nije skupo.
- Ovo zavarivanje je brz i dosljedan postupak.
- Zavarivač može koristiti običnu domaću struju.
Nedostaci elektrolučnog zavarivanja
Nedostaci elektrolučnog zavarivanja uključuju sljedeće.
- Za izvođenje elektrolučnog zavarivanja potreban je visokostručni operater.
- Brzina taloženja može biti nepotpuna jer pokrov elektrode ima tendenciju izgaranja i smanjenja
- Duljina elektrode je 35 mm i treba je mijenjati za cijelu brzinu proizvodnje.
- Nisu čiste za reaktivne metale poput titana i aluminija
Prijave
Primjene elektrolučnog zavarivanja uključuju sljedeće.
- Koristi se za zavarivanje limova
- Za zavarivanje tankih, željeznih i obojenih metala
- Koristi se za projektiranje posuda pod tlakom i tlakom
- Razvoj cjevovoda u industriji
- Koristi se u domenama automobilske i kućne opreme
- Brodograđevne industrije
- Koristi se u proizvođaču zrakoplova i zrakoplovstva
- Auto restauracije tijela
- Željeznice
- Industrije poput građevine, automobilske, mehaničke itd
- Plinsko volframno elektrolučno zavarivanje koristi se u zrakoplovnoj industriji za povezivanje mnogih područja poput limova
- Ti se zavari koriste za popravak kalupa, alata i uglavnom na metalima izrađenim od magnezija i aluminija.
- Većina prerađivačke industrije koristi GTAW za zavarivanje tankih obradaka, posebno obojenih metala.
- GTAW zavarivanje koristi se tamo gdje je potrebna iznimna otpornost na koroziju, kao i pucanje tijekom duljeg razdoblja.
- Koristi se u proizvodnji svemirskih vozila
- Koristi se za zavarivanje dijelova tankog zida malih promjera, što ga čini primjenjivim u biciklističkoj industriji
Stoga se ovdje radi o elektrolučnom zavarivanju i to je fleksibilna metoda zavarivanja. Električni primjene za elektrolučno zavarivanje uključiti se u proizvodne industrije za proizvodnju snažnih spojeva širom svijeta zbog njihovih značajki poput lakoće i vrhunske učinkovitosti zavarivanja. Najšire se koristi u različitim industrijama za zaštitu, a inače obnavlja radove poput automobila, građevine, brodogradnje i zrakoplovstva. Evo pitanja za vas, koliki je raspon temperature elektrolučnog zavarivanja?